


新闻动态
联系我们
0512-57163089
- 地址:
- 昆山市玉山镇茂迪路1号
- 邮箱:
- admin@ksjuna.com
- QQ:
- 695002369
- 传真:
- 0512-57163045
- 手机:
- 13600012391
UG100车铣复合加工实例之安装套管实例
添加时间:2026-06-12
在对一些复杂零件进行加工时,常常需要用到车铣复合加工,本例加工对象为安装套管,外形结构如下图所示:
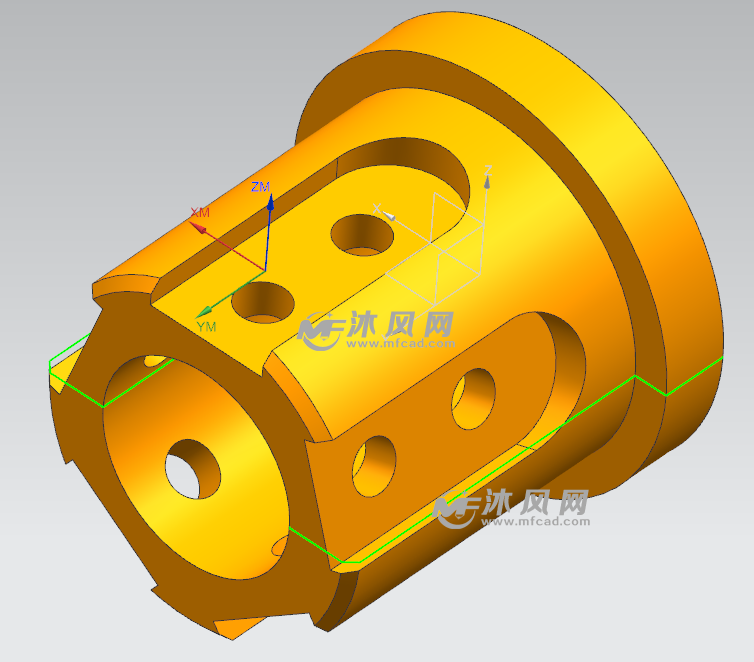
通过观察上述的部件以及毛坯,首先应对毛坯进行车加工开粗,再用平面铣的加工方法加工圆柱上的单个平面槽,最后对单个槽进行钻孔加工,然后对刀轨进行变换,生成5个相同的切槽钻孔刀路。
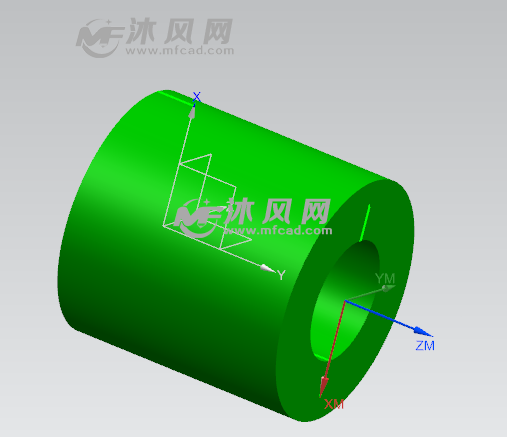
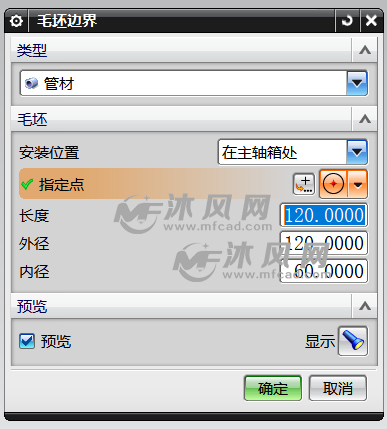
这里由于我们的模型是空心的,所以我们选择管料,根据模型的外径为250mm,最小内径为150,长度为400,所以我们设置棒料外径为120mm,内径为60,长度为120(实际加工过程中应根据实际的管料尺寸定义),
点击确定后回退至选择毛坯对话框,点击显示毛坯按钮,系统出现毛坯边界如下所示
定义起刀点,逼近点,退刀点,如下图所示1位起刀点,2为退刀点,3为逼近点(
总结:本例通过对安装套管的数控加工讲解了UGNX车铣复合加工的一般方法和流程,大致分为两个阶段:首先进行车削加工,然后进行铣削加工,需要注意的是,在定义铣削加工时一定要重新调整主轴的位置,也就是重新定义机床坐标系。
